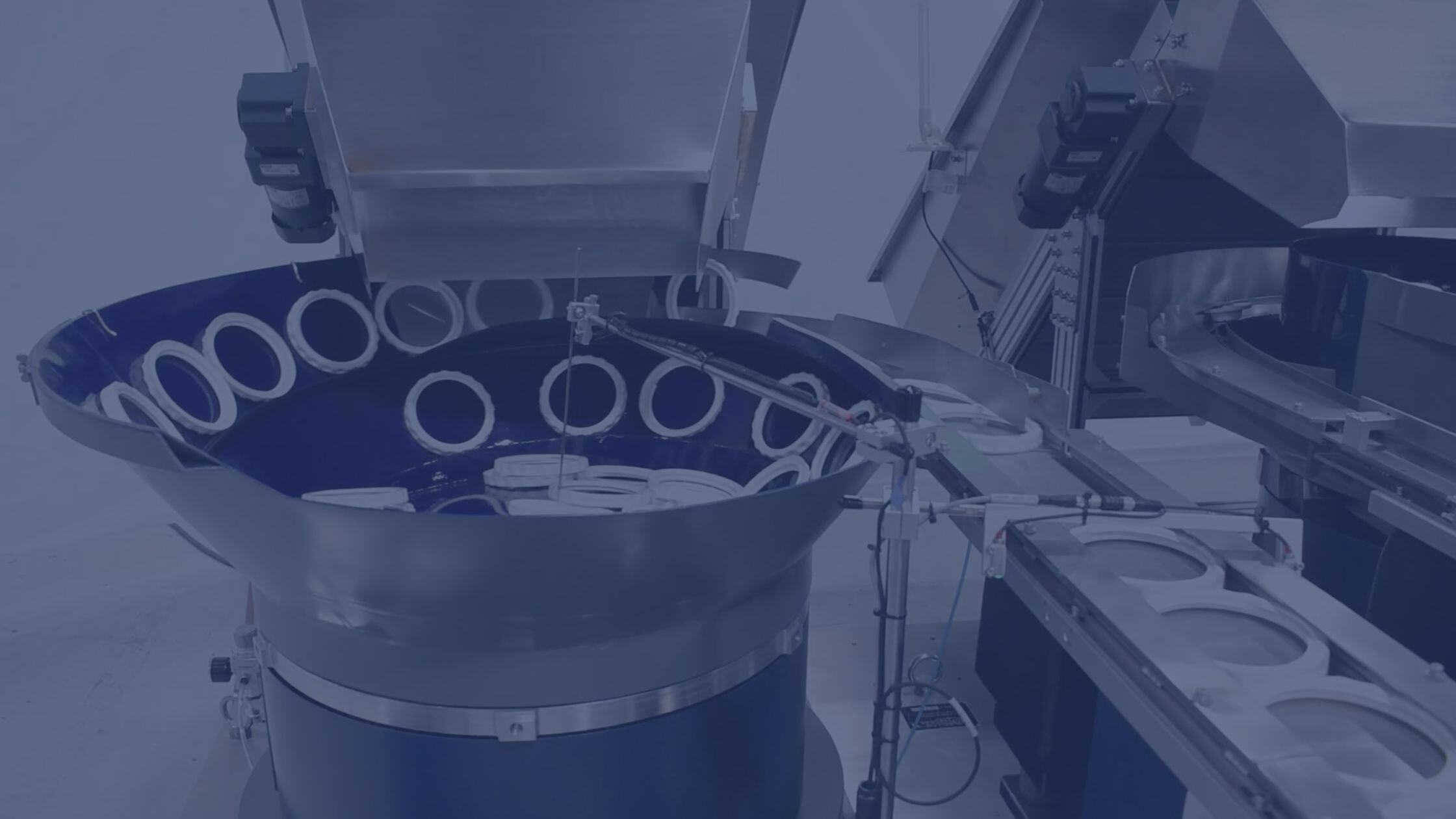
Elevated Conveyor Hopper gently lifts bulk parts from a guarded stainless hopper using a cleated belt elevator.
| Industry | Food / Consumer Goods / General Assembly |
| Rate | 20-60 PPM |
| Hopper Capacity | 5 cubic ft |
The Bellco Solution
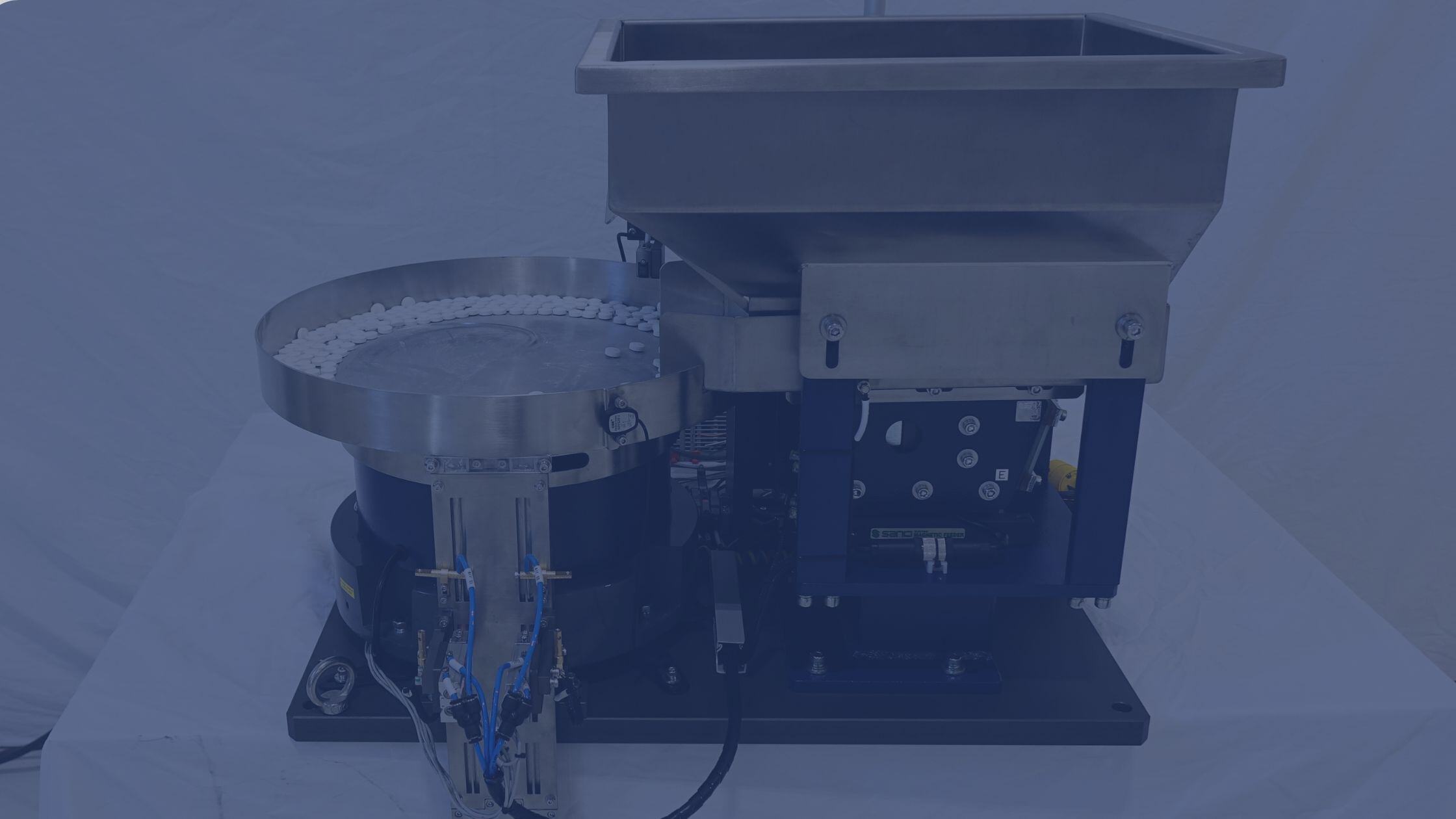
The Bellco team engineered a custom Elevated Conveyor Hopper designed to gently lift bulk parts from a guarded stainless hopper using a cleated belt elevator. The system is designed to feed downstream equipment such as a vibratory feeder, accumulation table, or robotic pick station while maintaining steady, controlled part flow.
Built on a mobile stainless frame with integrated controls, the system was designed to drop directly into an existing automation cell with minimal wiring required. The customer also integrated the lockable hopper with a bar code reader, so the lid will not open unless the correct part is scanned.




Key Highlights
Hands-Free Bulk Loading
- Operators dump totes directly into the hopper.
- The cleated angled elevator maintains a consistent supply of parts.
Clean and contained
- 304 stainless construction for durability and wipe-down maintenance.
- Lockable hopper: The hopper lid remains locked during operation and is only opened when the correct part bar code is scanned.
- Wide hopper opening and removable panels for cleaning and inspection.
Easy Integration
- Pre-wired emergency stop
- I/O connections for PLC or robot start/stop control
- Local junction box with organized cable routing
Options & Customization
We also offer configurable options to match specific applications:
- Level sensors for automatic start/stop
- Adjustable speed control
- Custom discharge chutes to bowls, conveyors, or totes
- Food-contact upgrades and sanitary sealing packages
Need a parts feeding solution? Get a Quote.